Startseite - Uslarer Land
Entdecken und Stöbern

Auf dieser Website findet Ihr allerhand historische Informationen rund um
die Heimatpflege im Uslarer Land und Umgebung.
Die Navigation zu den einzelnen Bereichen findet ihr je nach Displaygröße Eurer Geräte, Oben, Rechts und auch Unten.
Ein Suchfeld findet ihr ganz am Ende der Seite im unteren Bereich.
Nun wüschen wir Euch viel Spaß beim virtuellen Entdecken unserer Heimat.
Musterbleiche - Info
Flachsanbau im Solling

Das Bild ist um 1900 in der Nähe von Wibbecke entstanden.
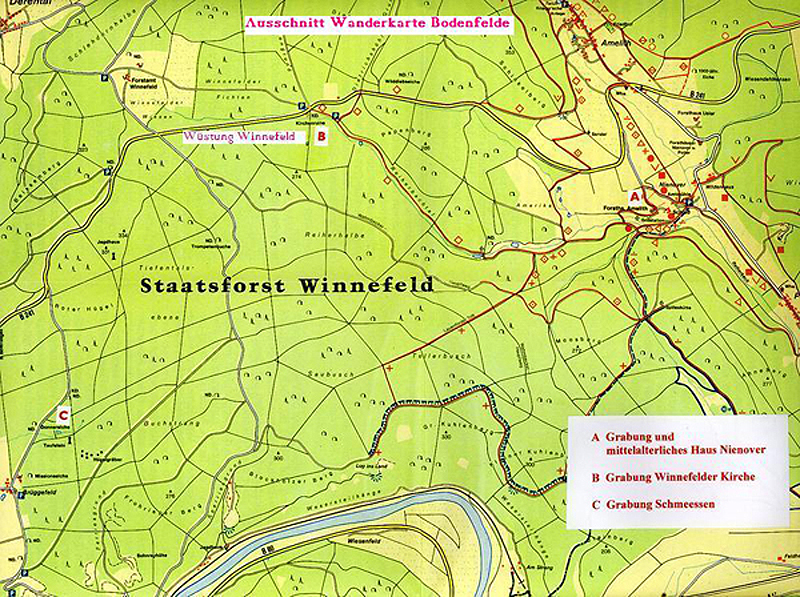
Winnefeld - Info
Chronologie einer Trägödie

Winnefeld vom Vieheintrieb im Mittelalter bis zur notwendigen Neukultur 2019.
Seite 1 von 3